GB4220 висококачествена метална лентова машина
Спецификация
| Параметри на лентов трион за метал | GB220 |
| Диапазон на рязане (mm) | 200-200*200 |
| Спецификация на лентата за трион(mm) | 2650*27*0,9 |
| Скорост на лентовия трион(m/min) | 27, 45, 69 |
| Режим на интензификация на труда | Ръчно/хидравлично |
| Основна мощност на двигателя (kw) | 1.5 |
| Мощност на хидравличния двигател (kw) | 0,75 |
| Мощност на охлаждащата помпа: (kw) | 0,04 |
| габаритни размери(mm) | 1400*800*1100 |
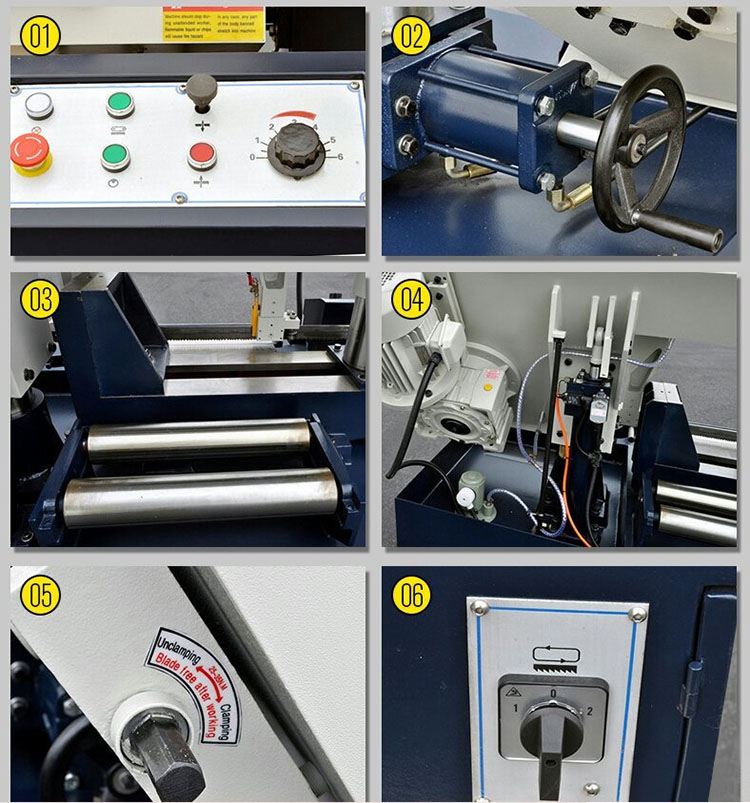
Характеристика

1. Хидравлично управление на скоростта на рязане, безстепенно регулиране на скоростта;
2. Структурата на направляващия блок е научна и разумна, което може да удължи експлоатационния живот на триона;
3. Структура с двойна колона, стабилна работа;
4. Стабилно рязане и висока точност;
5. Работното затягане приема хидравлично затягане, което е лесно за работа.
6. Трипосочно хидравлично затягащо устройство може да бъде персонализирано.
Правила за безопасност при работа с лентов трион за метал
1. Персоналът за експлоатация и поддръжка на лентовия трион трябва да бъде професионално обучен да овладее уменията за работа и поддръжка на лентовия трион.Операторите трябва да осигурят достатъчен сън и да поддържат концентрация.
2. Когато променяте скоростта, трябва да спрете, преди да отворите защитния капак, завъртете дръжката, за да отпуснете ремъка, поставете клиновия ремък в жлеба на необходимата скорост, след това опънете ремъка и покрийте защитния капак.
3. Регулирането на телената четка за отстраняване на стружките трябва да накара телта да контактува със зъба на острието на лентовия трион, но не извън корена на зъба.Обърнете внимание дали телената четка може да премахне железните стружки.
4. Регулирайте водещото рамо по протежение на релсата тип лястовича опашка според размера на обработвания детайл.След настройката направляващото устройство трябва да се заключи.
5. Големият диаметър на режещия материал Z не трябва да надвишава разпоредбите и детайлът трябва да бъде здраво захванат.
6. Стегнатостта на острието на лентовия трион трябва да е правилна, скоростта и подаването трябва да са подходящи.
7. Частите от чугун, мед, алуминий не се нуждаят от режеща течност, а други трябва да пишат течност.
8. Режещият диск се счупва по време на рязане.След смяна на режещия диск, детайлът трябва да се обърне и да се отреже отново.Дъгата на триона трябва да се спуска бавно без удар.
9. По време на процеса на рязане на оператора е строго забранено да напуска поста и да работи с ръкавици е строго забранено.
10. В края на всяка смяна трябва да изключите електрозахранването, да отворите защитния капак, да отстраните стружките, внесени в колелото на триона, и да свършите добра работа по ежедневната поддръжка и почистването наоколо.
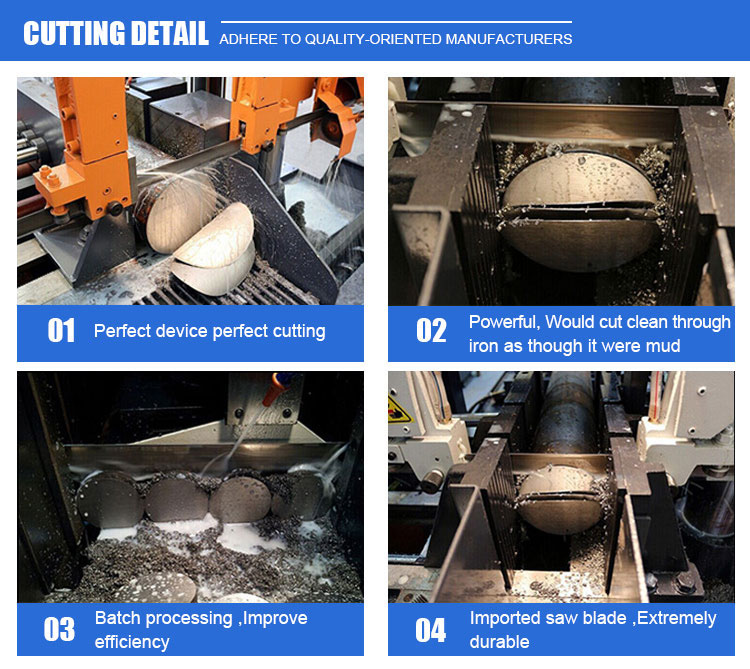
Режещ детайл
Използва се главно за рязане на различни метални материали като въглеродна структурна стомана, нисколегирана стомана, високолегирана стомана, специална легирана стомана и неръждаема стомана, киселинноустойчива стомана и др.
1. Перфектно устройство, перфектно рязане
2. Мощен, би прорязал чисто желязото, сякаш е кал
3. Пакетна обработка, подобряване на ефективността
4. Внесено острие за трион, изключително издръжливо